아날로그 용접기 기초 안내 v2.0
1. 연결과 설정
Rainbow Robotics (레인보우 로보틱스) 의 로봇 제품과 아날로그 용접기 연동 시, Setup 페이지의 Devices 항목에서 아래와 같은 항목들이 먼저 설정되어야 합니다.
① 용접 시작 신호
- 로봇 제어박스에서 용접기로 용접 시작/종료 신호를 내보내는 디지털 출력 포트를 설정합니다. 즉, 용접을 On/Off 하기 위한 출력 신호 설정입니다.
② 아크 발생 신호 피드백
- 용접이 시작되고 정상적으로 아크가 발생하였는지를 용접기로부터 수신하기 위한 입력 포트를 설정합니다.
- 설정된 입력 포트로 들어온 신호를 통하여, 로봇은 용접 시작 및 아크 발생이 정상적으로 되었는지 판단이 가능합니다.
- 용접기에 따라 해당 신호가 존재하지 않을 수 있습니다. 이 경우 None을 선택합니다.
③ 와이어 전진 신호
- 티칭 및 세팅 과정에서 용접 와이어 전진을 위한 기능입니다. 해당 설정이 되어있을 경우, 티칭 과정에서 로봇 UI를 통하여 와이어를 전진 시킬 수 있습니다.
- 용접기에 따라 해당 신호가 존재하지 않을 수 있습니다. 이 경우 None을 선택합니다.
④ 와이어 후진 신호
- 티칭 및 세팅 과정에서 용접 와이어 후진을 위한 기능입니다. 해당 설정이 되어있을 경우, 티칭 과정에서 로봇 UI를 통하여 와이어를 후진 시킬 수 있습니다.
- 용접기에 따라 해당 신호가 존재하지 않을 수 있습니다. 이 경우 None을 선택합니다.
⑤ 용접 전류 세팅 포트 설정
- 로봇 제어박스에는 4개의 아날로그 출력이 있습니다 (A.Out 0 ~ A.Out 3). 이들 중 용접 전류 설정을 위하여 어떤 포트를 사용할지를 선택합니다.
- 용접 조건 (전류 세기) 등을 용접기에서 수동으로 조작할 경우, 이 세팅은 하지 않아도 됩니다.
⑥ 용접 전압 세팅 포트 설정
- 로봇 제어박스에는 4개의 아날로그 출력이 있습니다 (A.Out 0 ~ A.Out 3). 이들 중 용접 전압 설정을 위하여 어떤 포트를 사용할지를 선택합니다.
- 용접 조건 (전류 세기) 등을 용접기에서 수동으로 조작할 경우, 이 세팅은 하지 않아도 됩니다.
⑦ 용접 전류 특성 그래프 설정
- 로봇 제어박스의 아날로그 출력은 0~ 10V 레벨입니다. 사용자가 원하는 용접 전류를 입력했을 때 이를 아날로그 출력 몇 볼트로 출력할지 매핑하기 위한 기능입니다.
- 이곳에 입력되는 값은 용접기의 특성 및 스펙에 따라 다릅니다.
- 용접 조건 (전류 세기) 등을 용접기에서 수동으로 조작할 경우, 이 세팅은 하지 않아도 됩니다.
⑧ 용접 전압 특성 그래프 설정
- 로봇 제어박스의 아날로그 출력은 0~ 10V 레벨입니다. 사용자가 원하는 용접 전압을 입력했을 때 이를 아날로그 출력 몇 볼트로 출력할지 매핑하기 위한 기능입니다.
- 이곳에 입력되는 값은 용접기의 특성 및 스펙에 따라 다릅니다.
- 용접 조건 (전류 세기) 등을 용접기에서 수동으로 조작할 경우, 이 세팅은 하지 않아도 됩니다.
⑨ 사용자 입력 도우미
티칭 중 용접 기능 사용시, 용접 기능 UI에 기본 값을 넣기 위한 설정입니다.
예를 들어, 아래와 같이 로봇과 용접기가 결선되어 있다고 하면, 설정은 아래와 같습니다.
위의 예시에서는 용접 전류 350 A에서 10V를 출력한다고 설정하였습니다.
예를 들어, 사용자가 용접을 200 A로 설정 시, 로봇의 아날로그 출력에서는 약 5.7V가 나가게 됩니다. (10V x 200 / 350 = 5.7V)
2. 간단 사용 예
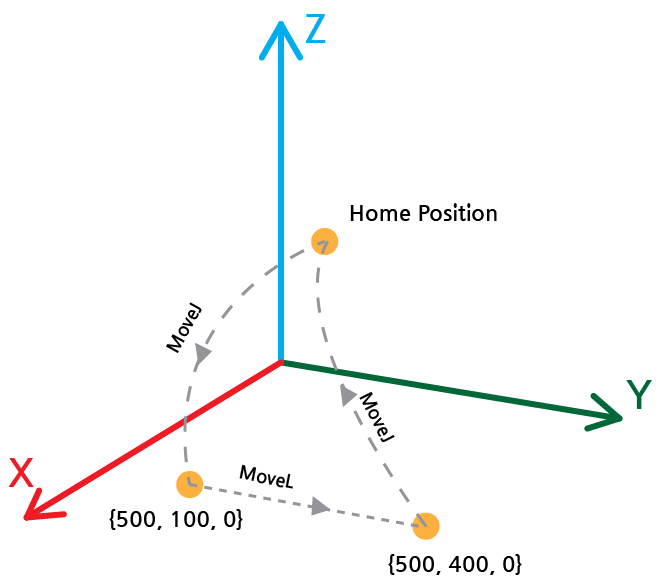
용접기에 관한 기본 세팅을 1장과 같이 설정 후, 간단한 직선 용접 예시를 알아보겠습니다. 아래의 그림과 같이 간단한 동작을 작성하였습니다.
- 시작 지점에서 {500, 100, 0} 지점까지 Move J를 이용하여 동작
- 이후, {500, 400, 0}까지 Move L을 이용하여 직선 동작
- 마지막으로 시작 자세로 Move J를 이용하여 회귀
위와 같이 프로그램을 작성하면, 로봇의 TCP 궤적은 아래와 같이 움직일 것 입니다.
위의 프로그램에서 용접 구간 (직선 구간) 앞 뒤에 용접 on/off 명령어를 아래와 같이 넣습니다.
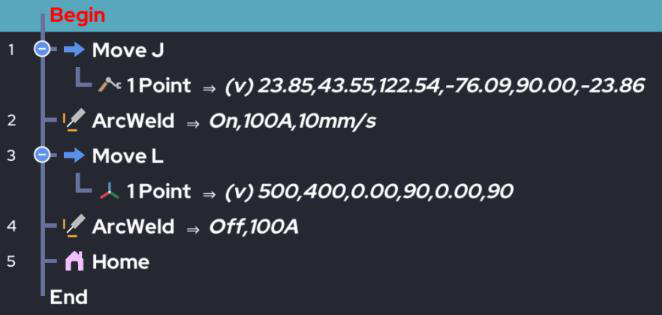
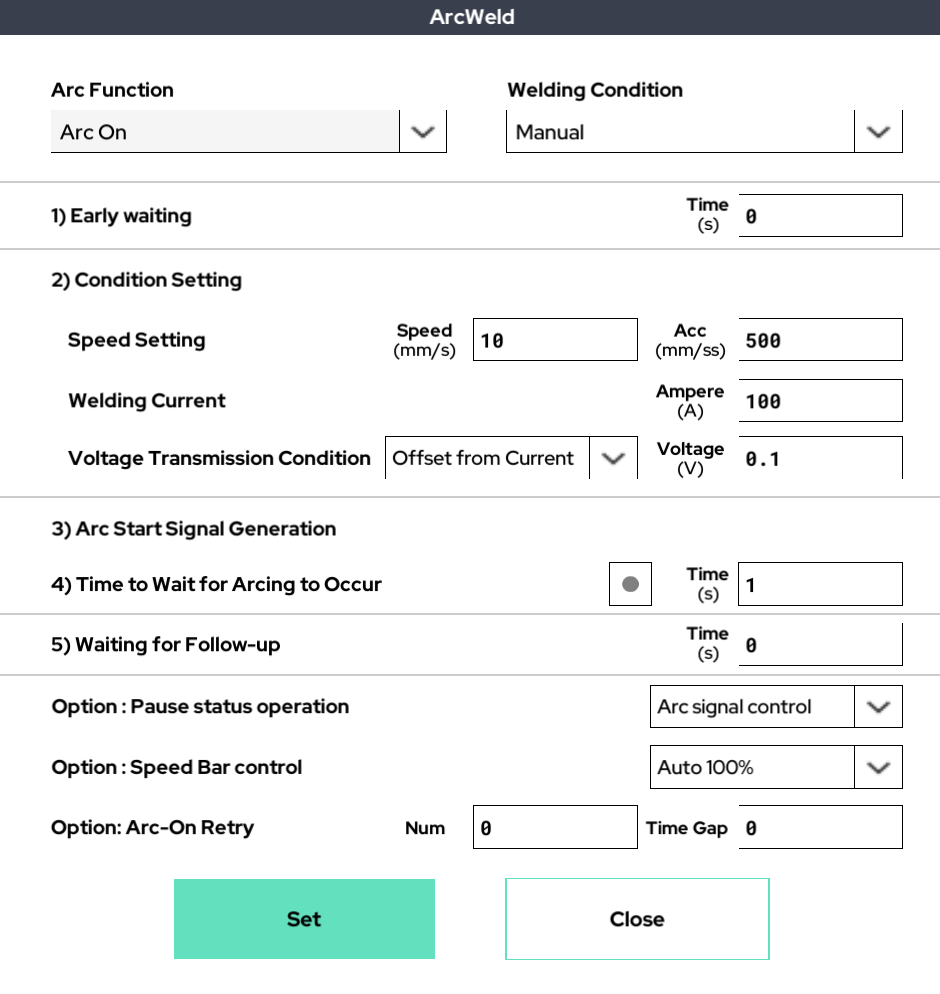
이때, 용접 시작 (Arc On) 명령어 설정은 아래와 같이 설정 하였습니다.
이때, 결과는 아래와 같습니다.
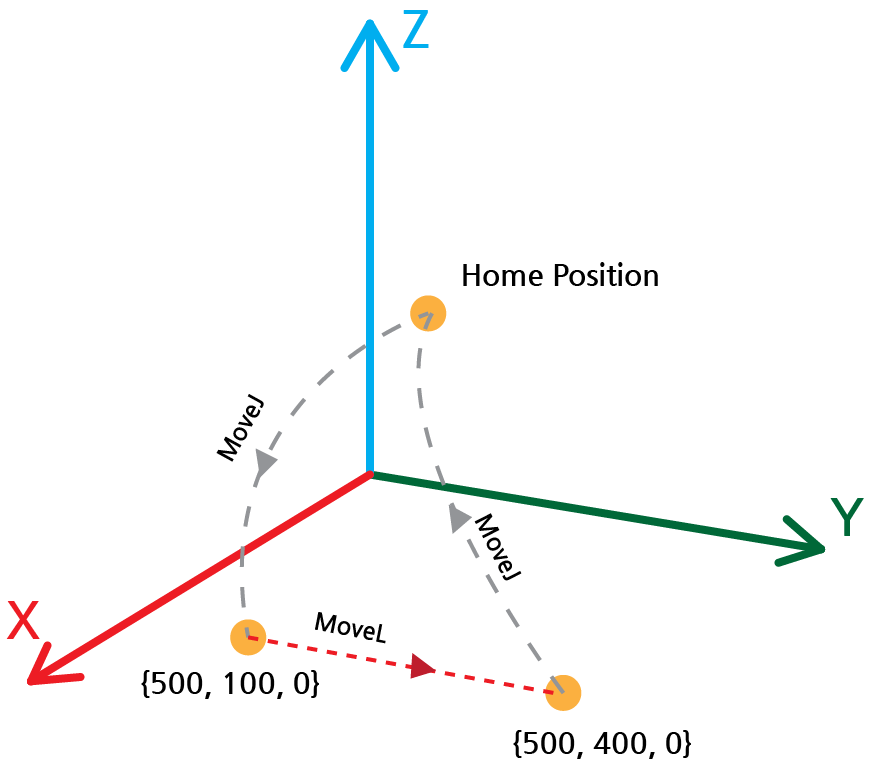
- 직선 용접 구간 (Move L) 직전에 Arc On 명령이 들어갔기 때문에, 직선 동작 직전에 용접이 시작됩니다.
- 직선 용접 구간 (Move L) 직후에 Arc Off 명령이 들어갔기 때문에, 직선 동작 직후에 용접이 종료됩니다.
- 따라서 위의 그림 상, 붉은 점선 구간에서 용접이 수행됩니다.
- 용접 구간에서, 용접 전류를 100A로 설정하였기 때문에, 아날로그 출력에서는 2.85V (10V * 100 / 350)가 출력 됩니다.
- Arc On 설정에서 로봇 속도를 10mm/s로 설정하였기 때문에, 용접 구간에서 로봇의 TCP는 10mm/s의 속도로 움직입니다.